
Are high chemical oxygen demand (COD), soaring biological oxygen demand (BOD), and heavy fats, oils, & grease (FOG) overloading your treatment infrastructure? Bypass commercial middlemen and work directly with established engineering authorities. Ventilair Engineers Pvt Ltd is a premier 200-350 KLD ETP Plant Supplier for the Chocolate Industry, supplying advanced Effluent Treatment Plants built explicitly to process high-strength confectionery waste.
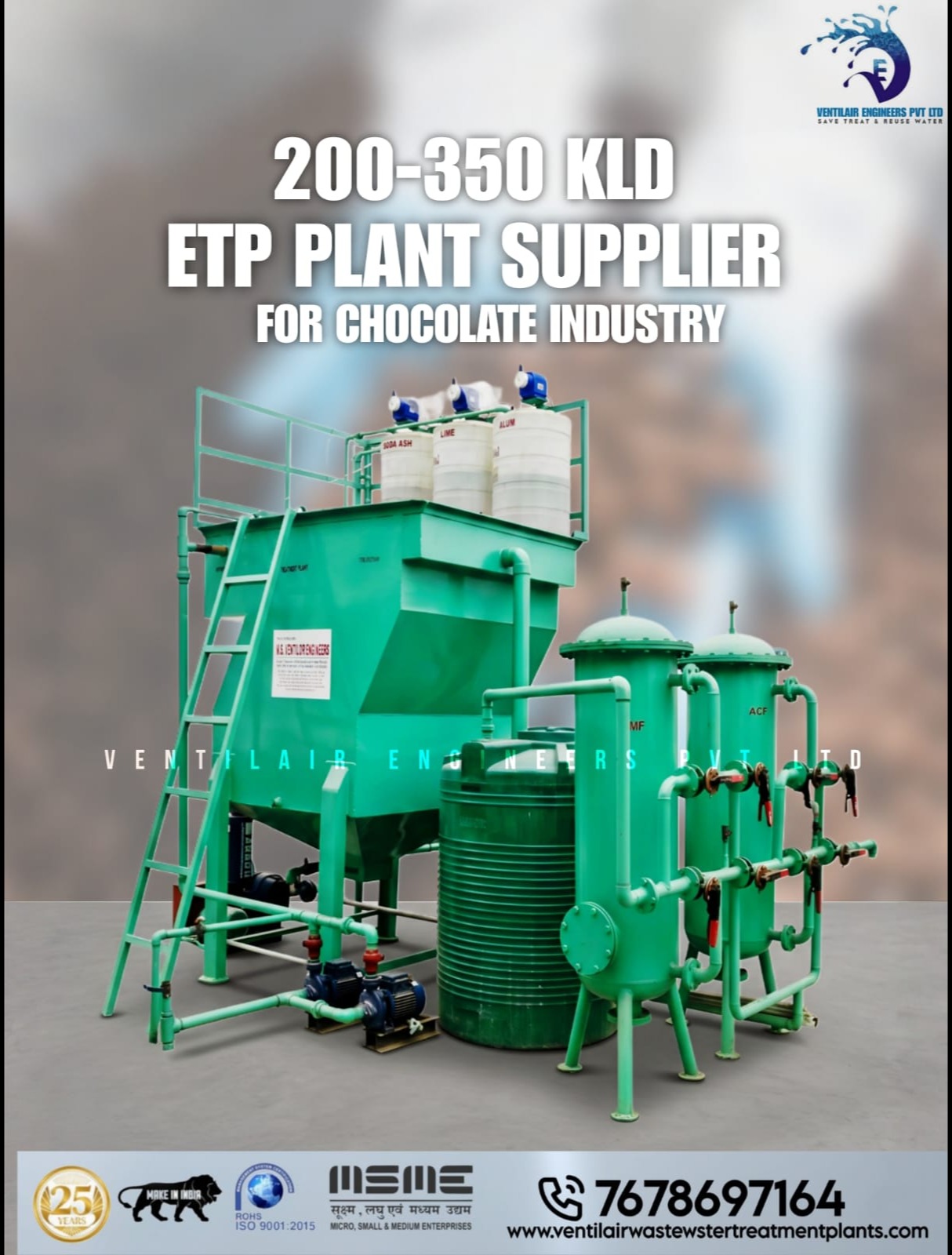
At an industrial processing scale of 200 to 350 KLD, chocolate and cocoa manufacturing effluent requires high-precision physical, chemical, and biological treatment. Enormous daily loads of dissolved sugars, milk solids, and dense cocoa lipids—combined with sudden temperature and chemical spikes from automated Clean-In-Place (CIP) hot washdowns—will instantly derail standard, off-the-shelf filtration plants. Failing to properly treat this wastewater results in rapid pipeline clogging and heavy state pollution control board penalties. As your specialized industrial B2B supplier, our high-capacity 200–350 KLD ETP setups integrate robust primary equalization, automated chemical dosing (Soda Ash, Lime, Alum), highly efficient fat/oil separation, and multi-stage media filtration (MF & ACF) to guarantee 100% regulatory compliance.
Why Choose Us as Your 200-350 KLD Chocolate ETP Plant Supplier:
🍫 Tailored Food & Beverage Engineering: Custom-configured to handle the specific high-BOD and high-COD effluent profiles typical of industrial chocolate factories and confectionery lines.
🧪 Automated Chemical Reaction Systems: Built with dedicated, corrosion-resistant chemical preparation tanks (Soda Ash, Lime, Alum) for continuous pH stabilization and rapid coagulation.
💧 High-Efficiency Dual Filtration Skid: Features heavy-duty Multi-Grade Filters (MF) and Activated Carbon Filters (ACF) to polish treated effluent, stripping out residual colors, suspended solids, and process odors for safe secondary utility reuse.
📜 Strict CPCB & State Pollution Board Compliance: Engineered to safely drop parameters below local legal thresholds, ensuring your large-scale factory passes any sudden environmental inspection with ease.
🛠️ Pre-Fabricated, Space-Saving Skid Footprint: Delivered as a compact, modular, plug-and-play setup that minimizes civil installation time and takes up very little valuable real estate on your production floor.
🏭 25+ Years of Proven Industry Trust: Built and supplied under strict internal quality management systems by an ISO 9001:2015 & MSME certified environmental engineering leader.
📍 Factory-Direct Supply & Turnkey Engineering Across Major NCR Industrial Corridors:
We provide direct equipment supply, logistical handling, installation, and commissioning support for processing plants operating throughout the region, targeting all key industrial zones:
Delhi Hubs: Okhla Industrial Area, Bawana, Narela, Patparganj, and Lawrence Road.
Gurugram & Manesar Belts: IMT Manesar (Sectors 1 to 8), Udyog Vihar (Phases I to V), Sector 34/35, Faridabad (Sector 24/25, Ballabhgarh), Dharuhera, and Bawaal.
Noida & Greater Noida Zones: Phase-II, Sector 63, Sector 65, and EcoTech Zones (I, II, III, XII).
UP Industrial Links: Ghaziabad (Sahibabad, Kavi Nagar, Bulandshahr Road), Hapur, Meerut, and Sikandrabad.
Protect your plant's operational license, avoid environmental penalties, and scale your chocolate production lines sustainably. Contact us for technical layouts and factory-direct commercial quotes today.
✨ Ventilair Engineers – Advanced Wastewater Engineering. Sustainable Processing. Total Compliance.
#200KLDETP #350KLDETP #ETPPlantSupplier #ChocolateFactoryIndia #FoodProcessingWastewater #EffluentTreatmentPlant #ConfectioneryManufacturing #IndustrialWastewater #FoodAndBeverageIndustry #CPCBCompliance #VentilairEngineers #MakeInIndia #IndustrialManufacturing #WaterRecycling #FOGRemoval #MSMEIndia #DelhiIndustries #BawanaIndustrialArea #OkhlaIndustrialArea #GurugramIndustries #IMTManesar #NoidaIndustries #GreaterNoidaIndustries #FaridabadIndustries #GhaziabadIndustries



