
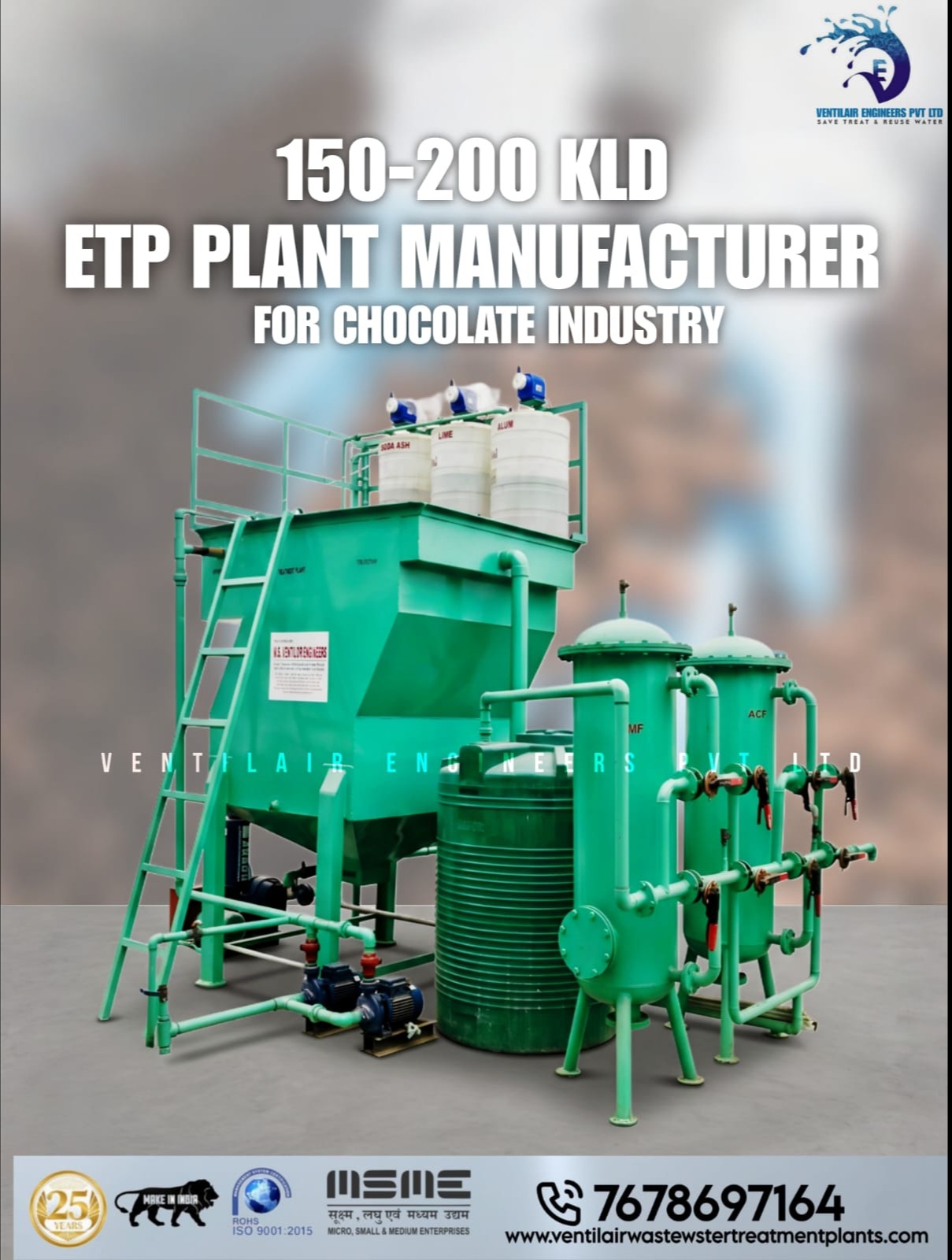
Are high COD loads, complex sugar concentrations, milk solids, and stubborn fats, oils, & grease (FOG) over-allocating your facility's waste setup? Avoid trading agencies. Ventilair Engineers Pvt Ltd is a direct 150-200 KLD ETP Plant Manufacturer for the Chocolate Industry, engineering custom, high-efficiency Effluent Treatment Plants built explicitly to handle high-strength, high-volume confectionery waste.
At a scaling capacity of 150 to 200 KLD, chocolate and cocoa processing wastewater demands rigorous, structured engineering. The effluent contains dense concentrations of organic matter, thick fats (such as cocoa butter and dairy lipids), and undergoes sudden pH shifts from regular Clean-In-Place (CIP) hot washdowns. Discharging this untreated industrial waste leads to rapid fat solidification that chokes factory drains and risks severe environmental non-compliance penalties. As direct manufacturers, our advanced 150–200 KLD ETP systems seamlessly integrate precise chemical dosing (Soda Ash, Lime, Alum), specialized oil & grease separation, high-rate biological degradation, and heavy-duty multi-grade filtration (MF & ACF) to guarantee consistent, 100% compliant, crystal-clear water.
Why Partner with Us for 150-200 KLD Chocolate Industry ETP Infrastructure?
🍫 Direct Factory-Custom Engineering: We design and manufacture the primary separation and biological systems to comfortably handle your specific daily sugar loads, dairy concentrations, and cocoa processing effluent volumes.
🧪 Integrated Chemical Dosing Layout: Built with robust, factory-assembled chemical preparation and dosing tanks (Soda Ash, Lime, Alum) configured for exact pH stabilization and optimal coagulation/flocculation.
💧 Advanced Multi-Stage Filtration Skid: Features integrated industrial Multi-Grade Filters (MF) and Activated Carbon Filters (ACF) to eliminate residual suspended solids, chemical color, and production odors, yielding treated water perfectly fit for secondary utility reuse.
📜 100% SPCB & CPCB Compliance: Engineered to drastically reduce COD, BOD, TSS, and Oil & Grease levels to ensure smooth, hassle-free clearance during state pollution control board audits.
🛠️ Space-Saving Modular Skid Footprint: Our factory-assembled, compact, and modular skid designs optimize your floor space, slash civil installation timelines, and offer seamless future scalability.
🏭 25+ Years of Manufacturing Excellence: Proudly designed and fabricated under strict quality benchmarks by an ISO 9001:2015 & MSME certified environmental engineering pioneer trusted across North India.
📍 Turnkey Manufacturing & Engineering Support Across Major NCR Industrial Corridors:
We offer factory-direct supply, rapid installation, and comprehensive maintenance support for high-capacity systems across all major manufacturing zones:
Delhi Hubs: Okhla Industrial Area, Bawana, Narela, Patparganj, and Lawrence Road.
Gurugram & Manesar Belts: IMT Manesar (Sectors 1 to 8), Udyog Vihar (Phases I to V), Sector 34/35, Faridabad (Sector 24/25, Ballabhgarh), Dharuhera, and Bawaal.
Noida & Greater Noida Zones: Phase-II, Sector 63, Sector 65, and EcoTech Zones (I, II, III, XII).
UP Industrial Links: Ghaziabad (Sahibabad, Kavi Nagar, Bulandshahr Road), Hapur, Meerut, and Sikandrabad.
Secure your factory's environmental clearance, work directly with the manufacturer, and scale your chocolate production lines without infrastructure bottlenecks. Contact us for technical layouts and factory-direct commercial quotes today.
✨ Ventilair Engineers – Advanced Wastewater Engineering. Sustainable Processing. Total Compliance.
#150KLDETP #200KLDETP #ETPPlantManufacturer #ChocolateFactoryIndia #FoodProcessingWastewater #EffluentTreatmentPlant #ConfectioneryManufacturing #IndustrialWastewater #FoodAndBeverageIndustry #CPCBCompliance #VentilairEngineers #MakeInIndia #IndustrialManufacturing #WaterRecycling #FOGRemoval #MSMEIndia #DelhiIndustries #BawanaIndustrialArea #OkhlaIndustrialArea #GurugramIndustries #IMTManesar #NoidaIndustries #GreaterNoidaIndustries #FaridabadIndustries #GhaziabadIndustries



